Mold R&D Center
01Mold Design
02Material Receiving & Inspection
03Milling / Grinding
04CNC
05EDM
06Polishing
07Assembly
08Trial Injection
09Final Inspection
Full 3D mold design in accordance with customer mold manufacturing specifications
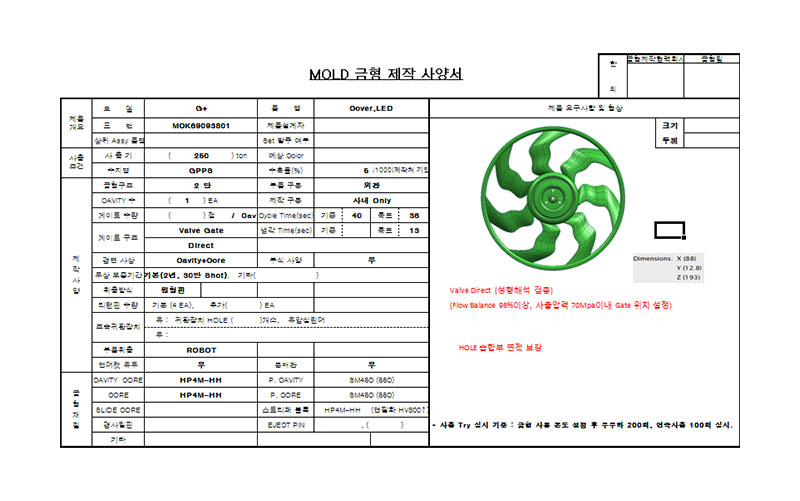
Mold Manufacturing Specifications

FULL 3D Mold Design

3D Mold Design
Mold Flow Analysis (CAE)
Gate design for optimal part molding, Gate balance analysis, Injection pressure analysis, Injection machine capability verification, Gas trap prediction, Cooling efficiency analysis, Cycle time optimization, Short-shot and filling risk pre-validation
- Deformation and molding behavior verification through computer simulation
- Improved productivity and assured product quality
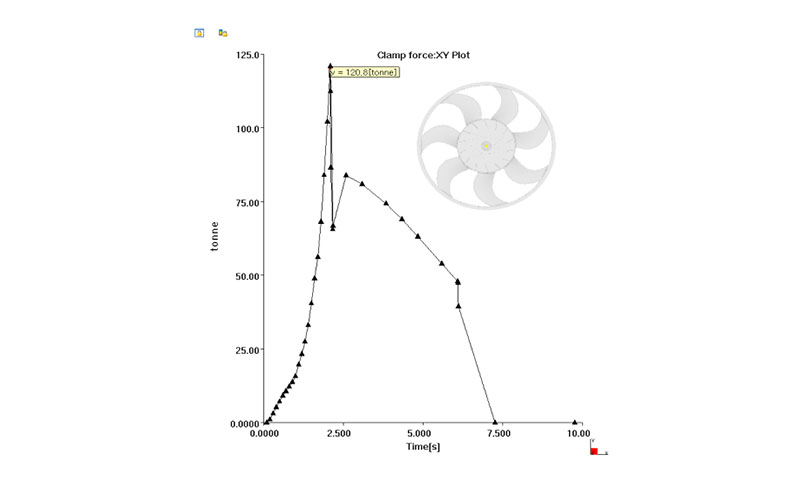
Injection Pressure
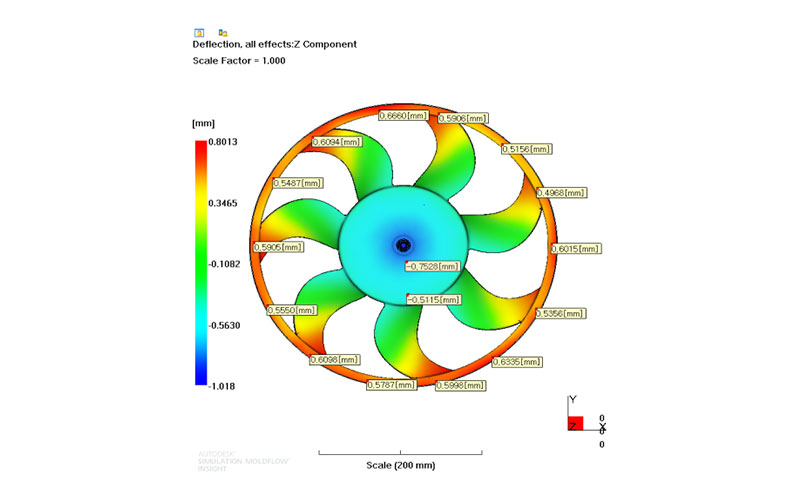
Deformation Reverse Engineering
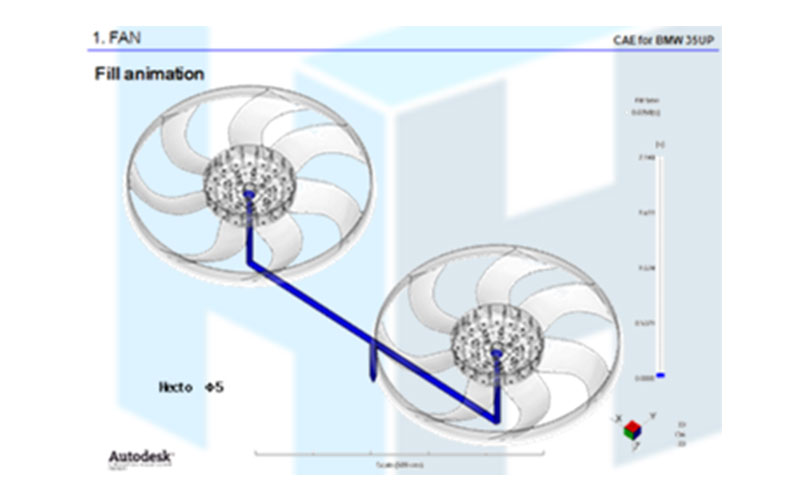
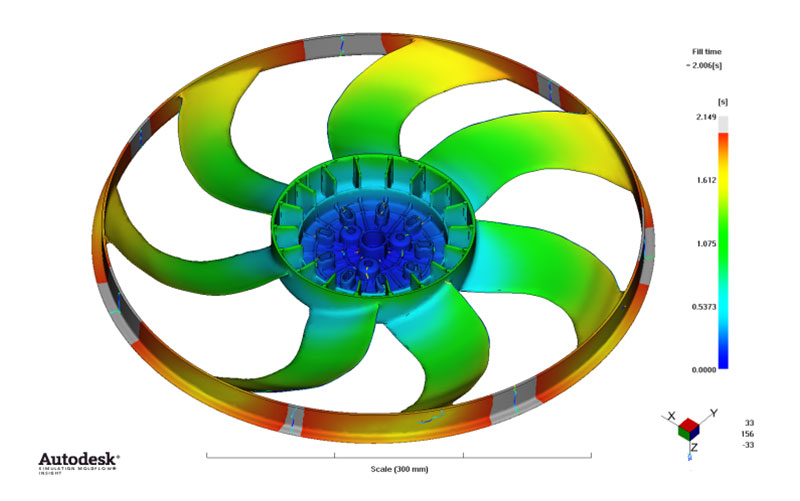
Molding Balance
Optimization of gate design, fill balance, injection pressure, deformation control, and cooling temperature via mold flow analysis
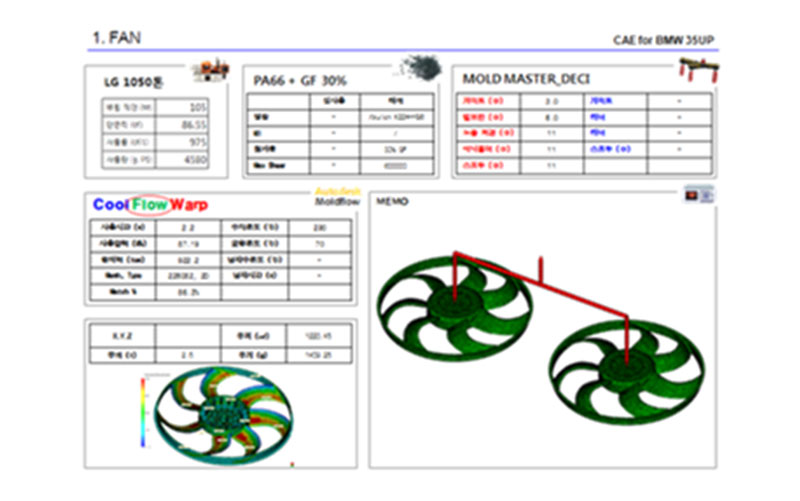

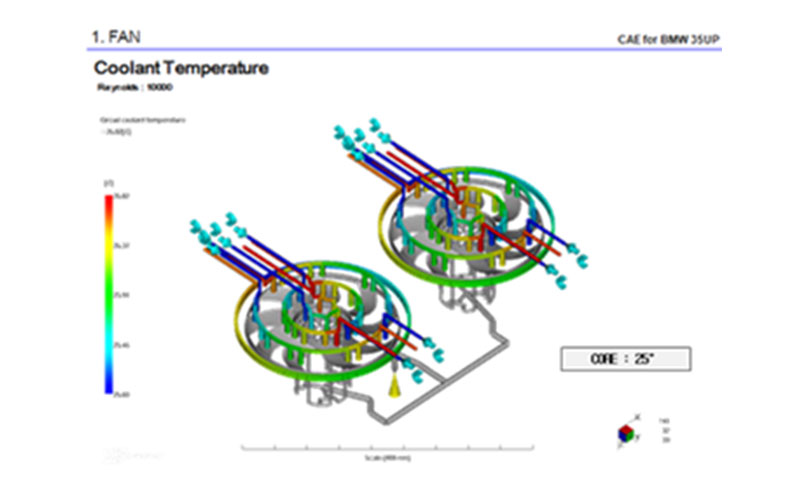
Cooling Fan Mold Technology
- Function : Located behind the radiator to enhance cooling performance and prevent overheating
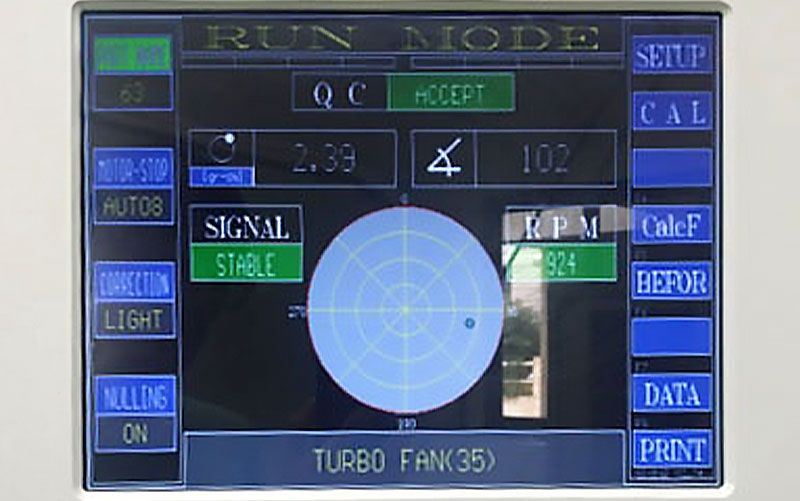
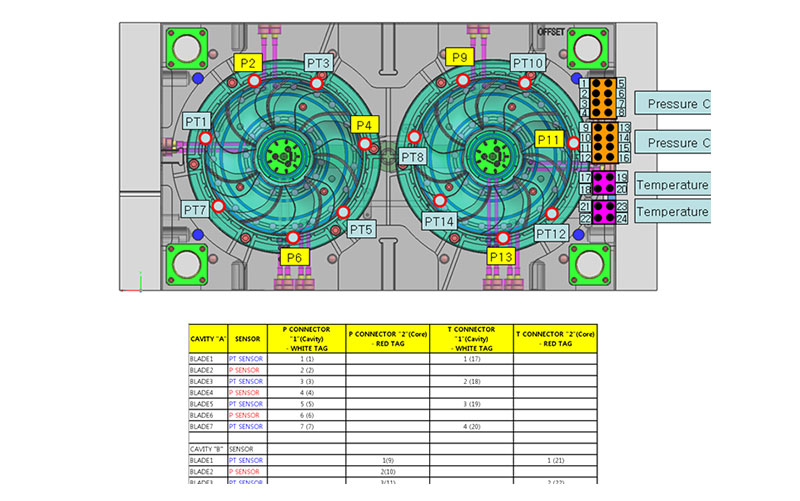
- Mold Technology : Mold flow analysis, mold pressure sensors, mold coating, weight balance analysis at the design stage, polishing-free machining, and weight balance measurement (※ Polishing-free machining: Precision finishing achieved through high-speed machining without manual polishing)
- Issuance of Mold Manufacturing Standards
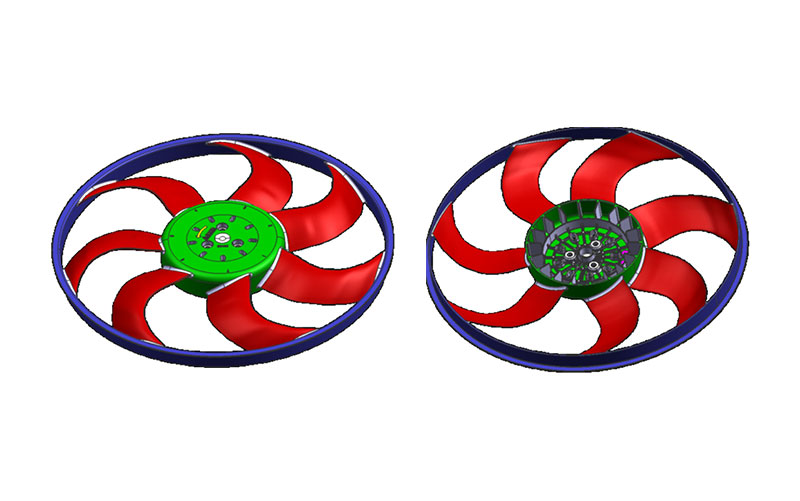
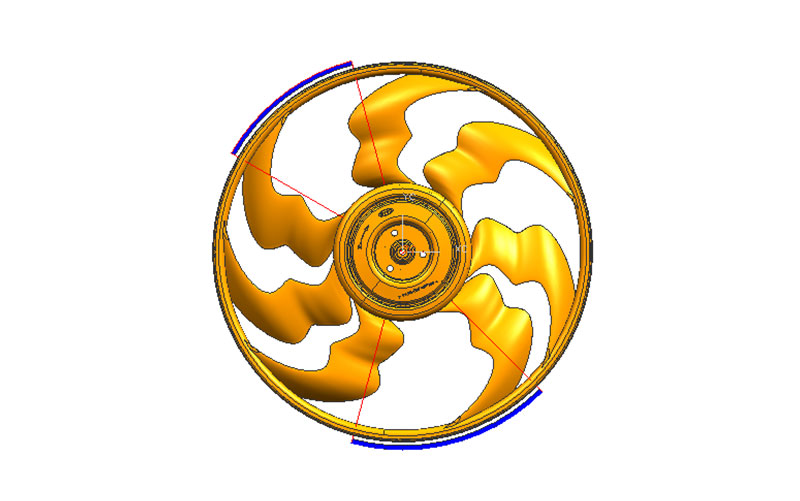
Product Geometry

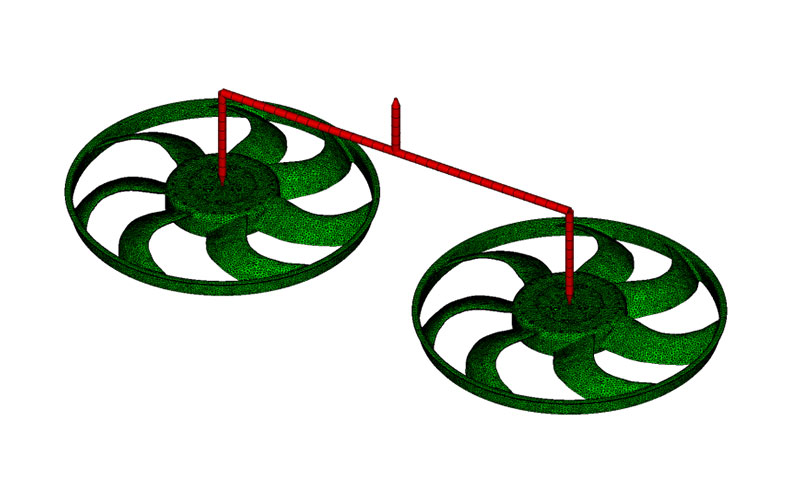
Fan Mold Technology (1/4) / Mold Flow Analysis
- Molding Balance
- Cooling Weak Areas
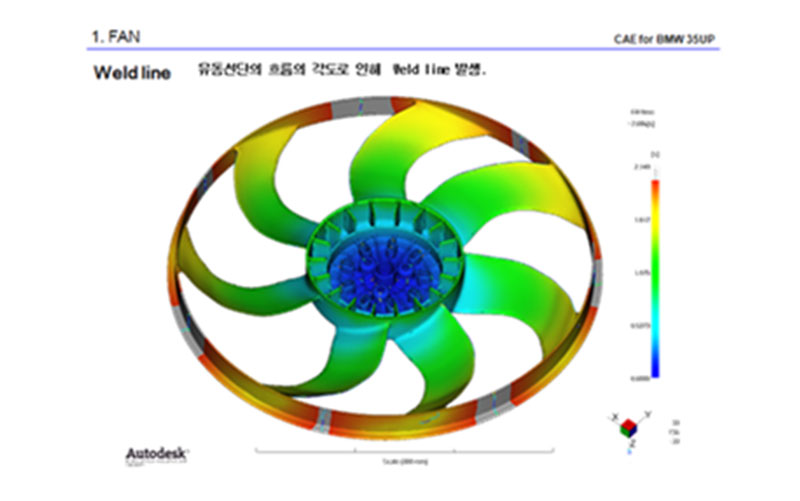
- Weld Line
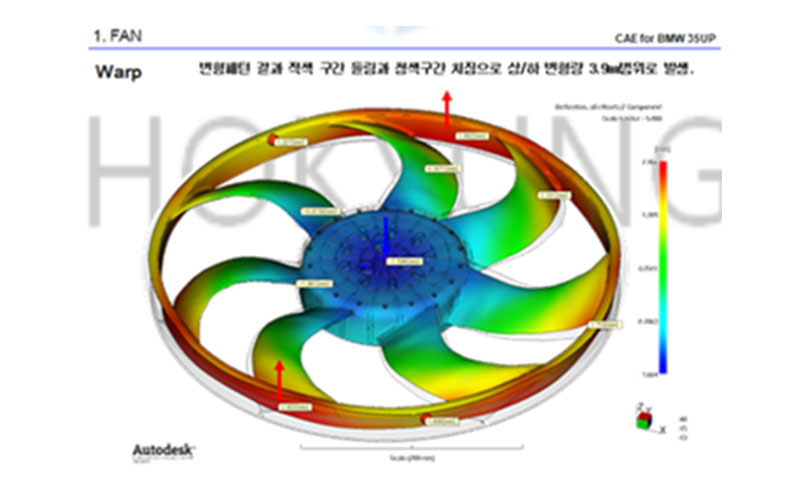
- Deformation Verification
-
-
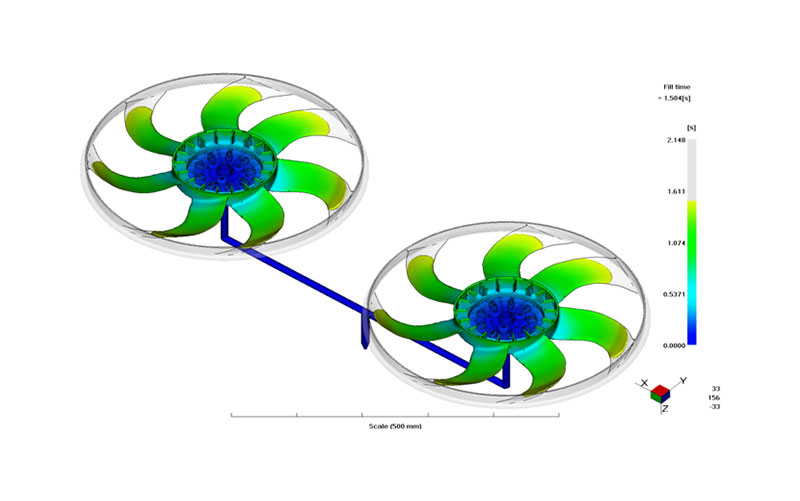
Molding Balance
-
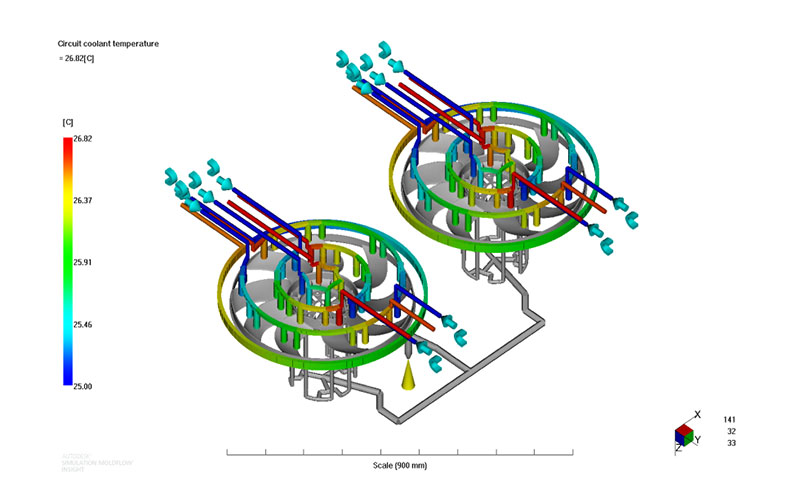
Cooling Weak Areas
-
Weld Line
-
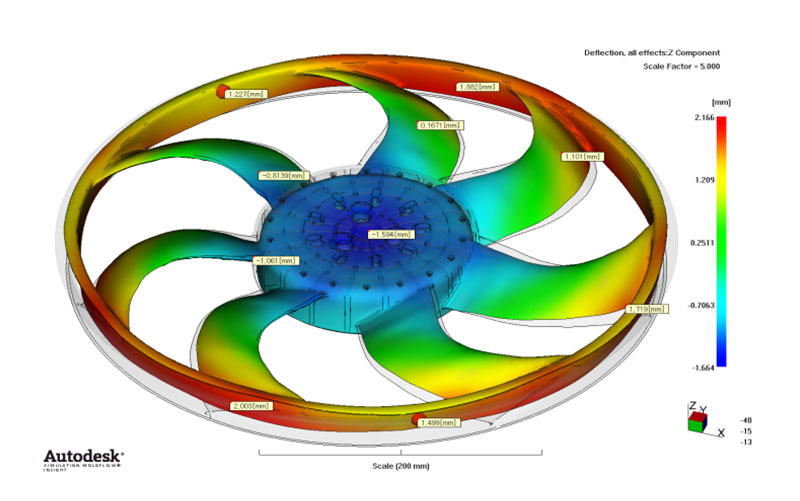
Deformation Verification
Fan Mold Technology (2/4) / Pressure Sensors & Coating
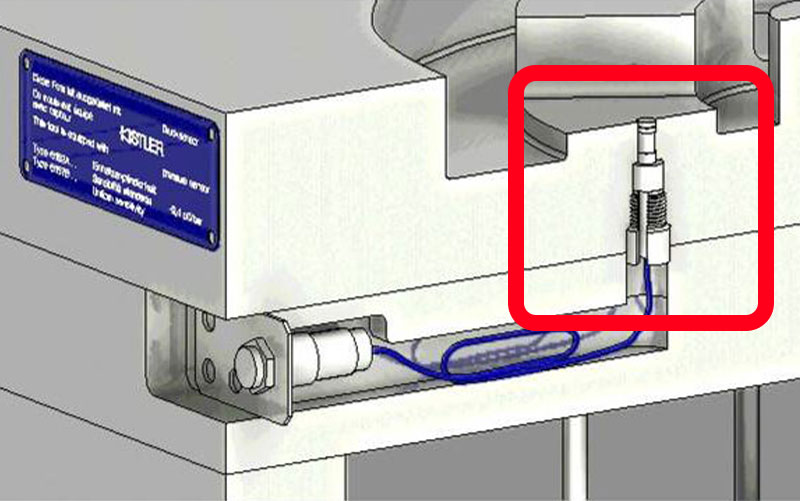
- 30% Improvement in Mold Service Life
- 500,000 shots (before coating) 700,000 shots (after coating)




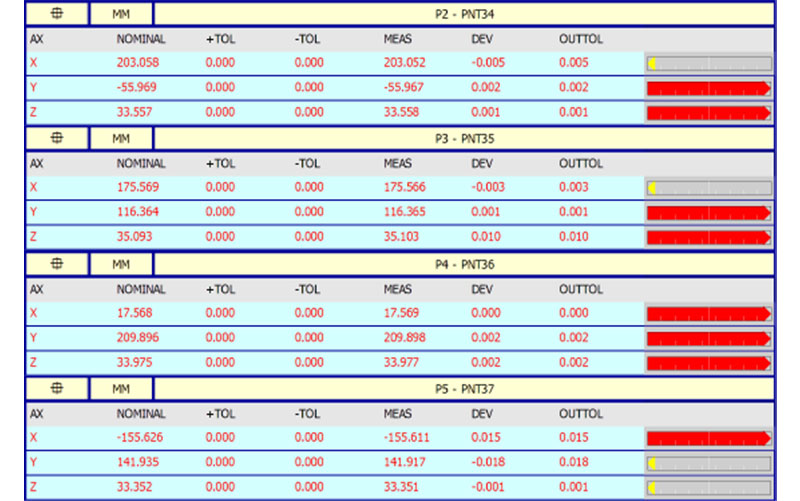
Fan Mold Technology (3/4) / Polishing-Free Machining
-
Machining accuracy verified through 3D measurement achieving complete polishing-free fitting
-
Objective Minimum Maximum Difference 20㎛ -5㎛ 14㎛ 19㎛ 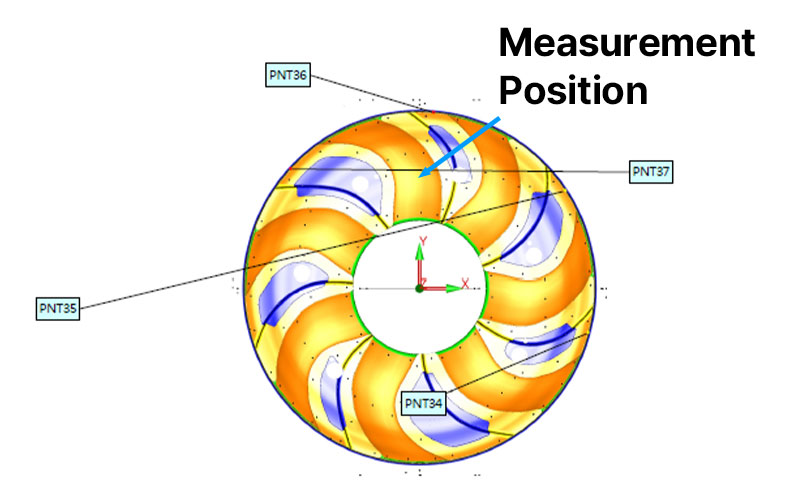
-
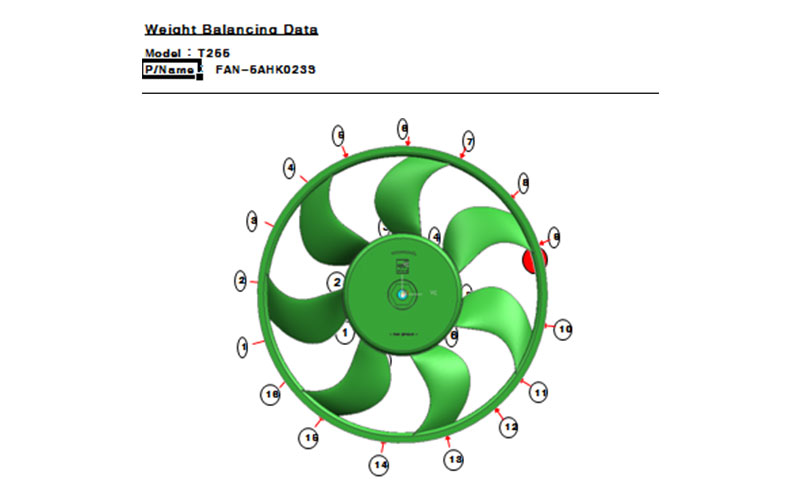
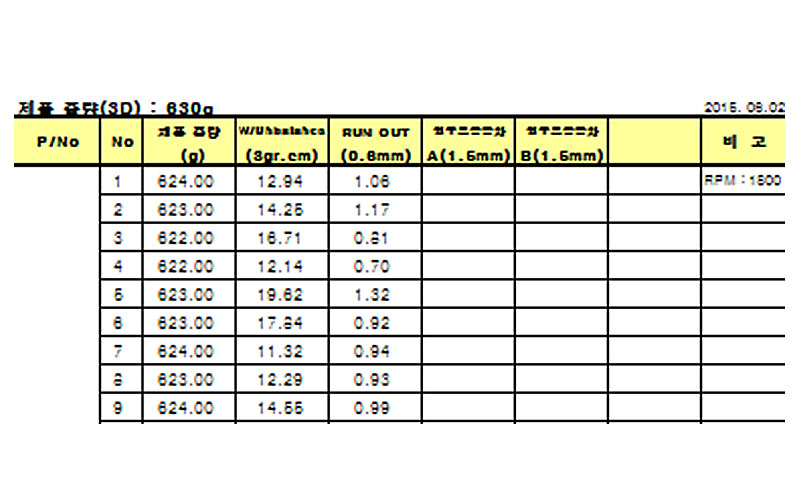
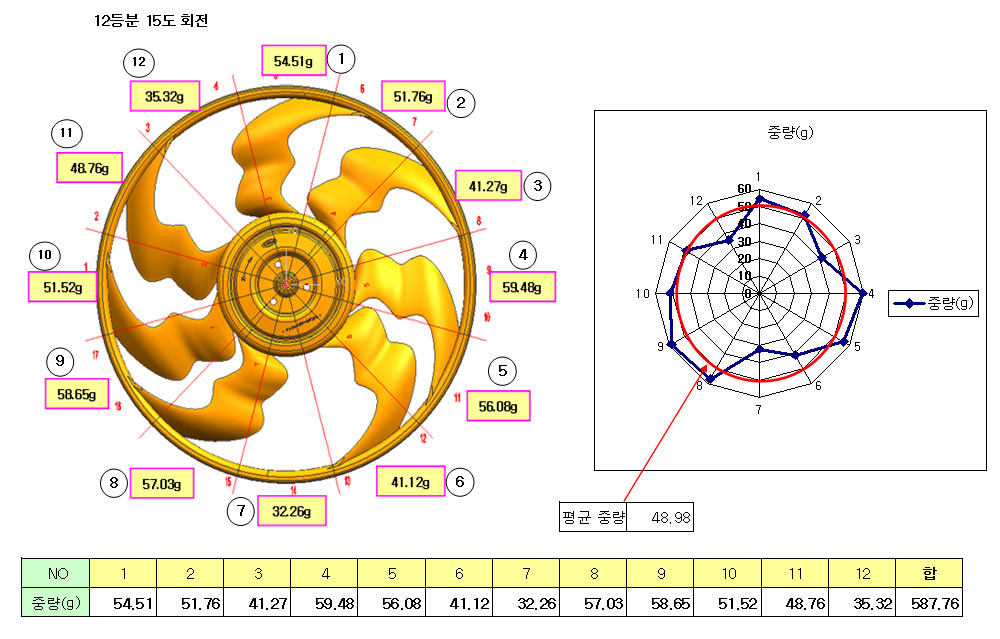
Analysis Results
- The left-side A–B area shows values approximately 14–17 g lower than the average.
- The weight in the A–B area needs to be increased.
- Adding weight to the blade area affects runout values; therefore, thickness adjustment is required in the rim area.